Symmetrieprüfung der Siebträgereinrastung
Dieser Artikel basiert auf einer früheren Version der Decent Espresso-Maschine. Wenn Sie sich für die Geschichte unserer Espressomaschinen interessieren, scrollen Sie gerne weiter. Andernfalls finden Sie Informationen zu unseren neuesten Versionen hier und die Maschinen selbst hier.
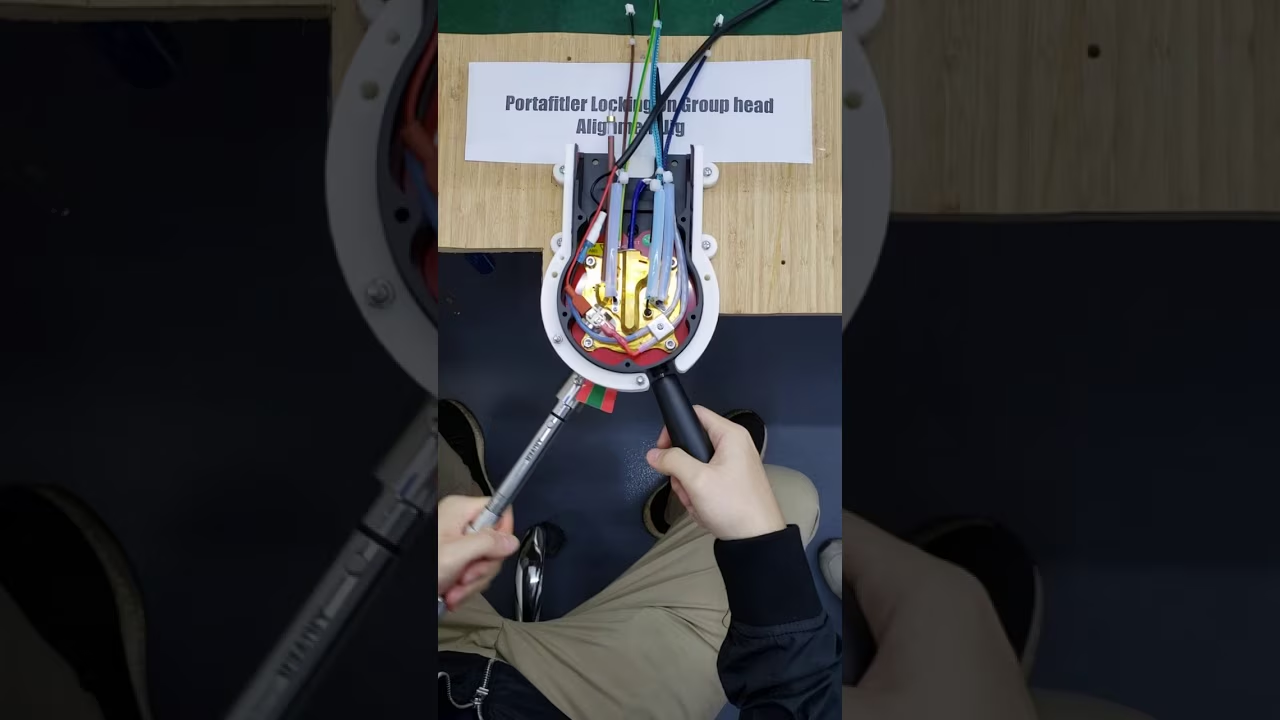
Ich habe vor einiger Zeit über dieses Ziel berichtet, aber es hat eine Weile gedauert, es zu entwerfen, zu optimieren und zu bauen. Dieses Modell verwendet einen Drehmomentschlüssel, der bei einer bestimmten Stärke „aufgibt“.
Unsere Maschinen der Version 1.4 haben jeweils etwa 30 Minuten länger für den Bau gebraucht, weil der Einrastpunkt der Siebträger aufgrund einer geringen Abweichung in der Dicke bei zwei verschiedenen Teilen nicht konsistent war. Wir mussten jeden Brühkopf zerlegen und mit dem richtigen Abstandhalter (0,4 mm, 0,6 mm, 0,8 mm) wieder zusammenbauen, um diese Ausrichtung genau richtig hinzubekommen.
Für unsere Maschinen der Version 1.42 senden wir diese Vorrichtung an unseren CNC-Metalllieferanten, damit dieser überprüfen kann, ob alle Teile, die er für uns hergestellt hat, genau die richtige Größe haben und wir diese lästige Nacharbeit nicht durchführen müssen.
mirjam created 2020/12/14, updated 2025/01/15