Entwicklung der V2-Brühkopfteile
Teil 1 – Einleitung und Beschreibungen.
von Ben Champion, leitender Produktdesigner bei Decent Espresso
Im Jahr 2017, im Rahmen der Entwicklung der DE1-Espressomaschine, sahen wir die Notwendigkeit, die Funktionsweise von Brühköpfen neu zu überdenken. Zu dieser Zeit war das Konzept des Freiraums und der gleichmäßigen Wasserverteilung im Design von Espressomaschinen noch weitgehend unerforscht.
Viele bestehende Maschinen verfügten über einfache Duschsiebe mit wenigen Löchern oder einer zentralen Schraube, die das Wasser nach außen drücken, und vernachlässigten dabei die Bedeutung eines gleichmäßigen Wasserflusses. Zum Beispiel:



Um dieses Problem anzugehen, machten sich mein Kollege Ray Heasman (der Hauptentwickler der DE1) und ich daran, ein Design zu entwerfen, das einen gleichmäßigeren und konsistenteren Wasserfluss in verschiedenen Anwendungsfällen gewährleistet.
Mithilfe umfangreicher Strömungssimulationen entwickelten wir ein Design, das den gewünschten Durchfluss aus jeder Öffnung sicherstellte.


Das erste Feedback zu diesen Designs war positiv, was uns das Vertrauen gab, mit der Produktion und dem Versand fortzufahren.
DEFINITION
Der Freiraum ist der leere Raum zwischen der Oberseite des Kaffeepucks und der Unterseite des Duschsiebs. Der Freiraum wird durch den Abstand bestimmt, um den die Teile des Brühkopfes in das Brühsieb hineinragen.
Bei der ersten Charge von 300 Maschinen (DE1 v1.0) haben wir den idealen Freiraum falsch eingeschätzt. Wir erzielten dennoch eine gute Extraktion, und viele Personen, die die Maschine bewerteten, berichteten, dass der Kaffee einfach besser schmeckte und eine höhere Extraktion mit klarerem Geschmack bot. Allerdings hörten wir oft Kommentare, dass unsere Maschine im Vergleich zu anderen Maschinen keinen Espresso mit vollem Körper erzielen könne und dass unsere Pucks matschig und feucht seien.
Die Community begann mit Experimenten, bei denen Distanzstücke zwischen die Brühgruppe und das Duschsieb eingesetzt wurden, um den Freiraum zu verringern. Berichte dieser Tester deuteten darauf hin, dass die Kaffees dadurch vollmundiger wurden, mit trockeneren Espressopucks und weniger Kanalisierung. Drei Unternehmen begannen, Distanzstück-Sets für unsere Maschine zu verkaufen, um dieses Problem zu beheben, und die Sets erfreuten sich bei unseren Kunden großer Beliebtheit.
Da wir dieses Problem erkannten, haben wir den Freiraum im Modell DE1 v1.1 umgehend reduziert und so für einen angemesseneren Abstand gesorgt. Seitdem haben wir das Design des Brühkopfes in der Produktion nicht mehr verändert. Doch in den letzten vier Jahren haben wir uns intensiv damit beschäftigt, diese beiden entscheidenden Aspekte einer Espressomaschine zu verstehen und zu verbessern: die Wasserverteilung und den Freiraum.
Bevor wir uns mit den Einzelheiten unserer Reise befassen, wollen wir zunächst einige wichtige Begriffe für die wesentlichen Komponenten klären. Diese Begriffe werden auch von anderen Herstellern von Espressomaschinen verwendet.




*
Teil 2 – Erste Testrunde.
Nach der ersten Veröffentlichung von DE1 v1.0 und aufgrund der Experimente der Community wurde uns bewusst, wie wichtig der richtige Freiraum ist. Diese neue Erkenntnis veranlasste uns, uns auf die gründliche Untersuchung dieser entscheidenden Details zu konzentrieren.
Um diese Studie durchzuführen, haben wir das Fachwissen zweier namhafter Persönlichkeiten aus der Decent-Welt in Anspruch genommen: Stéphane Ribes und Luca Costanzo. Ausgestattet mit einer Reihe neuer Teile begannen wir mit umfangreichen Tests. Zu den Komponenten, die Stéphane und Luca zur Verfügung gestellt wurden, gehörten zwei Varianten des Innenblocks sowie eine Auswahl von 14 neuen Brühduschdesigns, die ich entworfen habe.
 Unter den Brühduschdesigns waren die ersten neun (S1 bis S9) darauf ausgelegt, verschiedene Überstände und Spalten oberhalb des Duschsiebs zu untersuchen, wobei S1 mit den Messingteilen identisch war. Zwei weitere Brühduschen (S11 und S12) stellten typische Designs dar, wie sie in anderen Maschinen zu finden sind, während die verbleibenden drei (S10, S13 und S14) als experimentelle Duschen dienten. Stéphane erstellte eine umfassende Tabelle, um die Analyse zu unterstützen.
Unter den Brühduschdesigns waren die ersten neun (S1 bis S9) darauf ausgelegt, verschiedene Überstände und Spalten oberhalb des Duschsiebs zu untersuchen, wobei S1 mit den Messingteilen identisch war. Zwei weitere Brühduschen (S11 und S12) stellten typische Designs dar, wie sie in anderen Maschinen zu finden sind, während die verbleibenden drei (S10, S13 und S14) als experimentelle Duschen dienten. Stéphane erstellte eine umfassende Tabelle, um die Analyse zu unterstützen.
 Diese gemeinsame Arbeit schuf die Voraussetzungen für eine detaillierte Untersuchung der Variablen, die wir testen wollten: den Überstand in das Brühsieb und den Abstand zwischen Brühdusche und Duschsieb. Durch die sorgfältige Analyse dieser Faktoren wollten wir den Zusammenhang zwischen Freiraum, Wasserverteilung und Extraktionsqualität aufdecken.
Diese gemeinsame Arbeit schuf die Voraussetzungen für eine detaillierte Untersuchung der Variablen, die wir testen wollten: den Überstand in das Brühsieb und den Abstand zwischen Brühdusche und Duschsieb. Durch die sorgfältige Analyse dieser Faktoren wollten wir den Zusammenhang zwischen Freiraum, Wasserverteilung und Extraktionsqualität aufdecken.
 Sie fragen sich vielleicht, warum alle Teile im Test transparent gelb sind.
Sie fragen sich vielleicht, warum alle Teile im Test transparent gelb sind.
Der Grund: Wir sind von Messing auf einen Kunststoff namens Ultem oder PEI umgestiegen.
John erläutert die Gründe für diese Entscheidung ausführlich in dem unten verlinkten Video. Kurz gesagt: Wir wollten eine verbesserte Temperaturgenauigkeit und -kontrolle während des Brühvorgangs erreichen.

Unter den Brühduschendesigns gab es keinen eindeutigen Sieger, als wir lediglich den Überstand und den Freiraum (S1 bis S9) variierten. Die Tester hatten unterschiedliche Vorlieben: Einige bevorzugten S1, andere S9 – die beiden Extreme.
Das als S10 bezeichnete Brühduschendesign zeigte sich jedoch während der gesamten Testphase durchweg vielversprechend. Auch wenn es nicht immer besser abschnitt als andere Favoriten, erhielt es durchweg positives Feedback von den Testern. Dieses interessante Ergebnis veranlasste uns, das Potenzial von S10 genauer zu untersuchen und nach Möglichkeiten zu suchen, es weiter zu verfeinern.
Eine weitere wichtige Erkenntnis war, dass die typischen Brühduschendesigns, wie sie üblicherweise in anderen Espressomaschinen zu finden sind (S11 und S12), deutlich schlechter abschnitten als unser Messingdesign. Dies bestärkte uns in der Überzeugung, dass wir mit unserem Ansatz auf dem richtigen Weg waren.
Die bemerkenswerteste Erkenntnis ergab sich aus dem Vergleich der Materialien. Selbst bei gleicher Verteilung und gleichem Freiraum wie bei den Messingteilen boten die Ultem-Teile einen deutlich besseren Geschmack. Zudem blieben die Brühköpfe bei den Ultem-Teilen im Laufe der Zeit sauberer.
 Das abgebildete Foto zeigt den mit Ultem-Teilen ausgestatteten Brühkopf, der selbst nach 100 Brühvorgängen ohne Reinigung bemerkenswert sauber blieb. Diese Sauberkeit und das verbesserte Geschmackserlebnis bestärkten uns in unserer Entscheidung, auf Messing zu verzichten. Allerdings stießen wir bei den Ultem-Teilen auf ein Problem – sie rissen nach dem Gebrauch.
Das abgebildete Foto zeigt den mit Ultem-Teilen ausgestatteten Brühkopf, der selbst nach 100 Brühvorgängen ohne Reinigung bemerkenswert sauber blieb. Diese Sauberkeit und das verbesserte Geschmackserlebnis bestärkten uns in unserer Entscheidung, auf Messing zu verzichten. Allerdings stießen wir bei den Ultem-Teilen auf ein Problem – sie rissen nach dem Gebrauch.
 Zusammenfassend lässt sich sagen, dass die erste Testrunde gezeigt hat, dass der Verzicht auf Messing ein großer Erfolg war. Sie hat auch deutlich gemacht, dass der Freiraum noch weiter untersucht werden muss. Es gibt möglicherweise keinen für alle Nutzer optimalen Freiraum. Darüber hinaus erwies sich das Design der S10-Brühdusche als vielversprechend und verdient eine weitere Untersuchung.
Zusammenfassend lässt sich sagen, dass die erste Testrunde gezeigt hat, dass der Verzicht auf Messing ein großer Erfolg war. Sie hat auch deutlich gemacht, dass der Freiraum noch weiter untersucht werden muss. Es gibt möglicherweise keinen für alle Nutzer optimalen Freiraum. Darüber hinaus erwies sich das Design der S10-Brühdusche als vielversprechend und verdient eine weitere Untersuchung.
Teil 3 – Zweite Testrunde.
Während dieser Zeit führte Stéphane Ribes Experimente zur radialen Extraktion durch, die erhebliche Unterschiede in der Extraktion zwischen der Mitte und den Rändern des Espressopucks aufzeigten.
Diese Erkenntnis war ein entscheidender Moment auf unserer Reise und inspirierte uns dazu, neue Möglichkeiten im Bereich des Brühduschendesigns zu erkunden, um diese Herausforderung zu bewältigen.
In dieser Folie zeigt Stéphane, wie die Extraktion zwischen 13 % und 25 % (normale Espressopucks) sowie zwischen 22 % und 25 % (Puck mit Filterpapier) variiert
 Mit dem Ziel, eine gleichmäßigere Extraktion über das gesamte Kaffeebett hinweg zu erreichen, begannen wir mit einer Reihe experimenteller Brühduschdesigns. Einige Designs sahen eine bevorzugte Strömung zu den Außenrändern vor, während andere den Fluss zur Mitte hin lenkten. Durch diese Experimente versuchten wir, die potenziellen Auswirkungen verschiedener Verteilungsmuster auf den Extraktionsprozess zu verstehen.
Mit dem Ziel, eine gleichmäßigere Extraktion über das gesamte Kaffeebett hinweg zu erreichen, begannen wir mit einer Reihe experimenteller Brühduschdesigns. Einige Designs sahen eine bevorzugte Strömung zu den Außenrändern vor, während andere den Fluss zur Mitte hin lenkten. Durch diese Experimente versuchten wir, die potenziellen Auswirkungen verschiedener Verteilungsmuster auf den Extraktionsprozess zu verstehen.
Darüber hinaus ergab sich mit der Einführung des Matrix-Duschsiebs eine interessante Entwicklung. Man ging davon aus, dass dieses Duschsieb die Wasserverteilung erheblich verbessern würde, doch es war für E61-Brühköpfe konzipiert und somit nicht mit unserer Maschine kompatibel. Um diesem Umstand Rechnung zu tragen, entwarfen wir für die nächste Testrunde einen neuen Brühkopf, der mit den E61-Duschsieben kompatibel ist.
 Das an die Tester versandte Testpaket enthielt zwei Brühkopf-Konstruktionen: eine mit einer zentralen Schraube und eine für die E61-Duschsiebe. Es umfasste 14 Siebe, wobei sieben Siebe pro Gruppe vorgesehen waren. Für jede Gruppe war ein Sieb identisch mit den Messingteilen und diente als Vergleichsobjekt. Es wurden drei verschiedene Verteilungsmuster (Mitte, Mitte und außen) getestet, und für jedes Muster wurden zwei Freiraumdesigns angefertigt. Alle diese Teile wurden aus glasfaserverstärktem Ultem gefertigt, von dem wir hofften, dass es das Problem der Rissbildung beheben würde.
Das an die Tester versandte Testpaket enthielt zwei Brühkopf-Konstruktionen: eine mit einer zentralen Schraube und eine für die E61-Duschsiebe. Es umfasste 14 Siebe, wobei sieben Siebe pro Gruppe vorgesehen waren. Für jede Gruppe war ein Sieb identisch mit den Messingteilen und diente als Vergleichsobjekt. Es wurden drei verschiedene Verteilungsmuster (Mitte, Mitte und außen) getestet, und für jedes Muster wurden zwei Freiraumdesigns angefertigt. Alle diese Teile wurden aus glasfaserverstärktem Ultem gefertigt, von dem wir hofften, dass es das Problem der Rissbildung beheben würde.
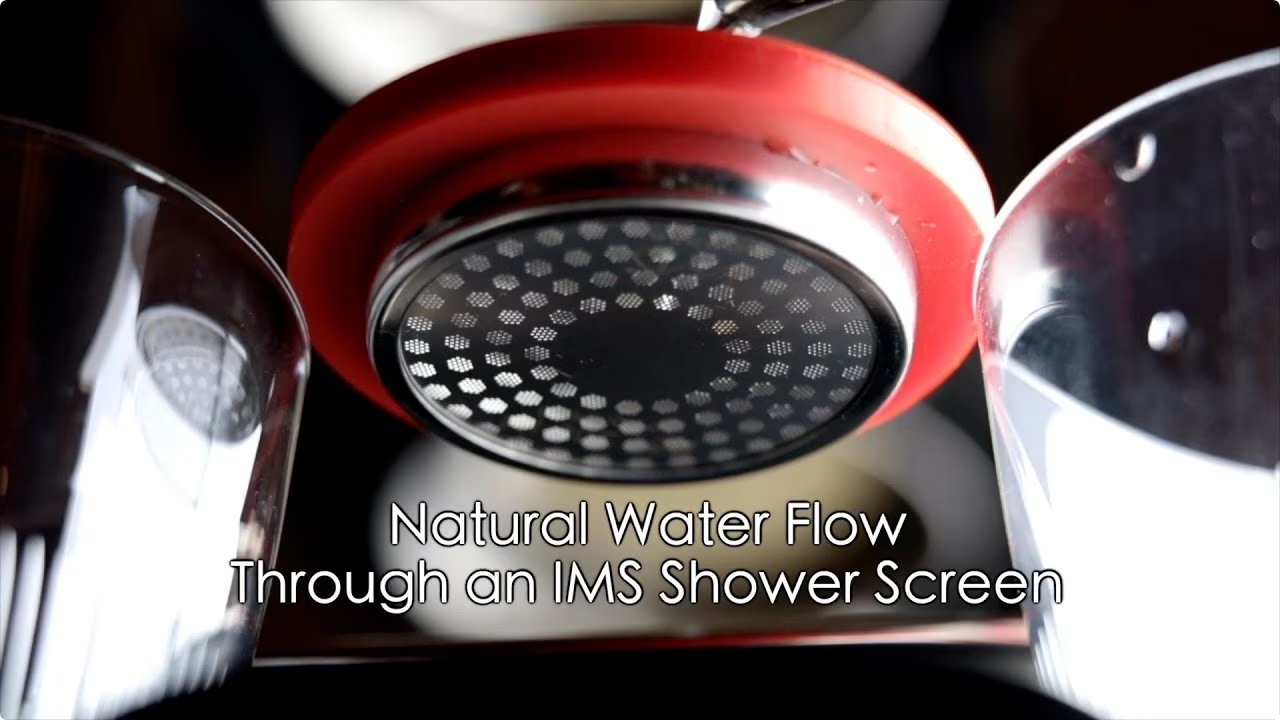
 Während der Tests stellten wir fest, dass die herkömmlichen E61-Duschsiebe einen Konstruktionsfehler aufwiesen, der zu Wasserleckagen an den Rändern führte. Dieses Problem ließ sich auf einen Fehler im Herstellungsprozess zurückführen, insbesondere auf zwei kleine Löcher am Rand, die eine schlechte anfängliche Benetzung verursachten.
Während der Tests stellten wir fest, dass die herkömmlichen E61-Duschsiebe einen Konstruktionsfehler aufwiesen, der zu Wasserleckagen an den Rändern führte. Dieses Problem ließ sich auf einen Fehler im Herstellungsprozess zurückführen, insbesondere auf zwei kleine Löcher am Rand, die eine schlechte anfängliche Benetzung verursachten.
Hier ist ein Video, das den Konstruktionsfehler bei E61-Duschsieben zeigt:
 Dies erschwerte die Tests, da wir die beiden Brühkopfkonstruktionen nicht in einem direkten Vergleich (A-zu-B) unter Verwendung desselben Siebs für beide Konstruktionen testen konnten. Wir stellten außerdem fest, dass das Matrix-Sieb nicht gut mit der DE1-Maschine harmonierte; ich vermute, dass man höhere Durchflussraten benötigt, um das Potenzial dieses Siebs wirklich voll auszuschöpfen.
Dies erschwerte die Tests, da wir die beiden Brühkopfkonstruktionen nicht in einem direkten Vergleich (A-zu-B) unter Verwendung desselben Siebs für beide Konstruktionen testen konnten. Wir stellten außerdem fest, dass das Matrix-Sieb nicht gut mit der DE1-Maschine harmonierte; ich vermute, dass man höhere Durchflussraten benötigt, um das Potenzial dieses Siebs wirklich voll auszuschöpfen.
 Wir haben zwar auch andere Siebe ausprobiert, wie beispielsweise das IMS DR305-Sieb, konnten jedoch keinen nennenswerten Unterschied zum Design mit zentraler Schraube feststellen. Bei den meisten Tests sind wir beim Design mit zentraler Schraube geblieben, da sich der Freiraum dabei verändern lässt, während das E61-Design einen festen Freiraum aufweist. Wir haben das E61-Design nicht „aufgegeben“, aber beschlossen, auf absehbare Zeit beim Design mit zentraler Schraube zu bleiben.
Wir haben zwar auch andere Siebe ausprobiert, wie beispielsweise das IMS DR305-Sieb, konnten jedoch keinen nennenswerten Unterschied zum Design mit zentraler Schraube feststellen. Bei den meisten Tests sind wir beim Design mit zentraler Schraube geblieben, da sich der Freiraum dabei verändern lässt, während das E61-Design einen festen Freiraum aufweist. Wir haben das E61-Design nicht „aufgegeben“, aber beschlossen, auf absehbare Zeit beim Design mit zentraler Schraube zu bleiben.
Unter den drei Verteilungsdesigns (Durchfluss vorzugsweise zentral, mittig und außen) war es nicht überraschend, dass das Design mit bevorzugtem Außenfluss bevorzugt wurde.
Stéphanes Experimente zur radialen Extraktion hatten uns gezeigt, dass der äußere Bereich des Pucks mehr Durchfluss benötigte, um die Gesamtextraktion auszugleichen.
Neuere Tests mit neuen Brühsieben mit geraden Seiten und bis zum Rand reichenden Löchern zeigen, dass das Design mit bevorzugtem Außenfluss nach wie vor vorteilhaft ist.
 Was den Freiraum betrifft, gab es erneut keinen klaren Sieger zwischen den beiden Designs.
Was den Freiraum betrifft, gab es erneut keinen klaren Sieger zwischen den beiden Designs.
Es wurde beschlossen, den traditionellen Freiraum zu verwenden, der dem eines E61-Siebs entspricht und 1 mm mehr Überstand (bzw. 1 mm weniger Freiraum) aufweist als unser derzeitiges Design. Um jedoch den unterschiedlichen Vorlieben gerecht zu werden, wurde der Brühkopf mit zwei Siebtypen kompatibel gestaltet: dem Standard-IMS-CI200-Duschsieb und dem IMS-SI200-Duschsieb, das höher ist und den Überstand um 2,0 mm vergrößert, was zu einem um 2 mm geringeren Freiraum führt. Dies ermöglicht es den Anwendern, das Duschsieb zu wechseln und die für sie optimale Konfiguration zu finden – und das zu sehr geringen Kosten und lediglich durch den Austausch des Duschsiebs.




Was das Material betrifft, so ist das verstärkte Ultem nicht gerissen. Stattdessen hat es sich verformt. Glücklicherweise gibt es noch andere Materialien, die wir ausprobieren können.


Damit waren die Tests zu verschiedenen Verteilungen und Freiräumen abgeschlossen.
Obwohl weitere Tests wünschenswert gewesen wären, handelte es sich um einen zeitaufwändigen Prozess. Das Testen und Vergleichen von Espressi kann aufgrund geringfügiger Geschmacksunterschiede eine Herausforderung darstellen, selbst wenn alle Schritte identisch durchgeführt werden. Diese Variabilität erschwert es, festzustellen, ob kleine Designänderungen den Geschmack verbessern, da natürliche Schwankungen von Tasse zu Tasse die Auswirkungen einzelner Modifikationen überlagern können. Oftmals stützt man sich auf objektive Messgrößen wie die Extraktionsausbeute (EY), da diese eine einfachere Möglichkeit bieten, Veränderungen zu quantifizieren. Die kumulative Verbesserung wird jedoch deutlich, wenn mehrere Designänderungen in die richtige Richtung vorgenommen werden.
Nach all unseren Tests waren wir der Überzeugung, dass wir mehrere Änderungen in die richtige Richtung vorgenommen hatten.
Es wurde beschlossen, die Tests einzustellen und die bereits erzielten Verbesserungen in die Hände unserer Nutzer zu bringen.
Teil 4 – Materialauswahl.
Nun wussten wir, wie das Design aussehen sollte: Als Nächstes galt es, das richtige Material auszuwählen.
Ich entwarf eine Reihe von Komponenten, darunter einen neuen Innenblock und eine Brühdusche, die mit dem vorhandenen Brühkopf kompatibel sind. Ich ließ all das gewonnene Wissen einfließen, setzte den präferenziellen Außenfluss um und stellte die Kompatibilität sowohl mit den Duschsieben CI200 (gleicher Freiraum wie E61) als auch SI200 (2 mm weniger Freiraum) sicher.
Alle von uns getesteten Materialien verfügten über die erforderlichen Spezifikationen, waren lebensmittelecht und hielten den Betriebstemperaturen problemlos stand.
Zunächst entschied ich mich für PEEK als Material, da es wie der ultimative Kunststoff wirkte. Es ist zwar sehr kostspielig, verfügt aber über bemerkenswerte Eigenschaften.
 Doch bereits nach wenigen Durchläufen waren die aus PEEK gefertigten Teile selbst nach dem Spülen in einem unansehnlichen Zustand. Im Vergleich zu Ultem waren sie nicht so sauber.
Doch bereits nach wenigen Durchläufen waren die aus PEEK gefertigten Teile selbst nach dem Spülen in einem unansehnlichen Zustand. Im Vergleich zu Ultem waren sie nicht so sauber.



Auf der Suche nach einer Alternative wandte ich mich PTFE (auch bekannt als Teflon) zu, einem bekannten Antihaftmaterial, das hohen Temperaturen standhält. Ich ging davon aus, dass es sauber bleiben würde, hatte jedoch Bedenken hinsichtlich seiner Festigkeit und Steifigkeit.
 Nach mehreren Versuchen sahen die PTFE-Teile besser aus als die aus PEEK, aber nicht so gut wie die aus Ultem. Sie ließen sich relativ leicht reinigen, schienen aber mit der Zeit Flecken zu bekommen.
Nach mehreren Versuchen sahen die PTFE-Teile besser aus als die aus PEEK, aber nicht so gut wie die aus Ultem. Sie ließen sich relativ leicht reinigen, schienen aber mit der Zeit Flecken zu bekommen.


Allerdings stießen wir auf ein großes Problem: Die PTFE-Teile verbogen sich.
 Trotz dieses Rückschlags haben wir eine Reihe von PTFE-Teilen an Tester verschickt und positives Feedback erhalten, was uns in der Überzeugung bestärkte, dass sich die Weiterentwicklung gelohnt hat.
Trotz dieses Rückschlags haben wir eine Reihe von PTFE-Teilen an Tester verschickt und positives Feedback erhalten, was uns in der Überzeugung bestärkte, dass sich die Weiterentwicklung gelohnt hat.
Auf der Suche nach dem richtigen Material experimentierten wir anschließend mit PPSU, einem robusten und transparenten Material, das häufig in lebensmittelechten Produkten wie Babyflaschen verwendet wird. Wie Ultem ist es amorph, daher ging ich davon aus, dass es sauber bleiben würde.
 Die PPSU-Teile waren bereits vor dem Abspülen sehr sauber. Ähnlich wie bei Ultem traten jedoch Rissprobleme auf.
Die PPSU-Teile waren bereits vor dem Abspülen sehr sauber. Ähnlich wie bei Ultem traten jedoch Rissprobleme auf.
 Als Nächstes untersuchten wir PDVF, ein Material, das PTFE ähnelt, jedoch eine höhere Steifigkeit aufweist.
Als Nächstes untersuchten wir PDVF, ein Material, das PTFE ähnelt, jedoch eine höhere Steifigkeit aufweist.
 Wir hofften, dass es ebenso sauber bleiben würde wie PTFE, und tatsächlich war dies der Fall. Nach einer kurzen Spülung sahen die PDVF-Teile wieder makellos aus.
Wir hofften, dass es ebenso sauber bleiben würde wie PTFE, und tatsächlich war dies der Fall. Nach einer kurzen Spülung sahen die PDVF-Teile wieder makellos aus.


Leider waren sie nicht stabil genug und verformten sich bereits bei geringem Druck.
Schließlich stießen wir auf PPS, ein Material, das bereits in Ventilen von Espressomaschinen zum Einsatz kommt, wenn auch von verschiedenen Herstellern oft unter anderen Bezeichnungen wie „Technopolymer“ geführt wird. Diese unterschiedlichen Bezeichnungen hatten meine Entdeckung des Materials verzögert.
 Seine Eigenschaften waren faszinierend. PPS hält sehr hohen Temperaturen stand, mit einem Langzeitbereich über 200 °C, weit über unserer normalen Betriebstemperatur. Es verfügt über eine sehr hohe Formstabilität, eine geringe Wärmeausdehnung und eine sehr geringe Wasseraufnahme. Das bedeutet, dass es sich bei Gebrauch nicht in Form oder Größe verändert, was bei Kunststoffen oft ein Problem darstellt. Seine chemische Beständigkeit ist bekanntermaßen hervorragend, und es gibt keine bekannten organischen Lösungsmittel unter 200 °C, die ihm etwas anhaben könnten. Es ist lebensmittelecht und von der FDA zugelassen. Und es ist auch in Schwarz erhältlich (Cool-Faktor!).
Seine Eigenschaften waren faszinierend. PPS hält sehr hohen Temperaturen stand, mit einem Langzeitbereich über 200 °C, weit über unserer normalen Betriebstemperatur. Es verfügt über eine sehr hohe Formstabilität, eine geringe Wärmeausdehnung und eine sehr geringe Wasseraufnahme. Das bedeutet, dass es sich bei Gebrauch nicht in Form oder Größe verändert, was bei Kunststoffen oft ein Problem darstellt. Seine chemische Beständigkeit ist bekanntermaßen hervorragend, und es gibt keine bekannten organischen Lösungsmittel unter 200 °C, die ihm etwas anhaben könnten. Es ist lebensmittelecht und von der FDA zugelassen. Und es ist auch in Schwarz erhältlich (Cool-Faktor!).
 Wir setzten große Hoffnungen in PPS, und nachdem wir es eine Zeit lang verwendet hatten, zeigte es keine Anzeichen von Rissen, Verformungen oder Verbiegungen. PPS-Teile blieben sauber, vergleichbar mit Ultem. Nach 100 Brühvorgängen – unter Verwendung der dunkelsten, öligen Bohnen, die wir ertragen konnten – sahen die Teile wie folgt aus:
Wir setzten große Hoffnungen in PPS, und nachdem wir es eine Zeit lang verwendet hatten, zeigte es keine Anzeichen von Rissen, Verformungen oder Verbiegungen. PPS-Teile blieben sauber, vergleichbar mit Ultem. Nach 100 Brühvorgängen – unter Verwendung der dunkelsten, öligen Bohnen, die wir ertragen konnten – sahen die Teile wie folgt aus:
 Und nach einer kurzen Spülung sahen sie fast wieder wie neu aus.
Und nach einer kurzen Spülung sahen sie fast wieder wie neu aus.
 Dies war das vielversprechendste Material, das wir gefunden hatten, und wir beschlossen, damit zum nächsten Schritt überzugehen: dem Belastungstest! Wir verfügen in Hongkong über drei Maschinen, die ständig Druck- und Temperaturzyklen durchlaufen:
Dies war das vielversprechendste Material, das wir gefunden hatten, und wir beschlossen, damit zum nächsten Schritt überzugehen: dem Belastungstest! Wir verfügen in Hongkong über drei Maschinen, die ständig Druck- und Temperaturzyklen durchlaufen:
 Diese Espressomaschinen führen täglich etwa 7.500 Druckzyklen (von 0 bar auf 13 bar und zurück) und 750 Temperaturzyklen (von etwa 40 °C auf 90 °C und zurück) durch. Dies führen wir für alle Teile unserer Maschine durch. Diese strengen Tests haben uns von der Langlebigkeit der Teile überzeugt.
Diese Espressomaschinen führen täglich etwa 7.500 Druckzyklen (von 0 bar auf 13 bar und zurück) und 750 Temperaturzyklen (von etwa 40 °C auf 90 °C und zurück) durch. Dies führen wir für alle Teile unserer Maschine durch. Diese strengen Tests haben uns von der Langlebigkeit der Teile überzeugt.
Diese DE1-Innenteile sind bis letzte Woche 935.000 Druckzyklustests unterzogen worden.
 Interessante Tatsache: Das Teil, das am häufigsten versagt, ist das Blindsieb aus Edelstahl ohne Löcher, das wir in den Brühkopf einbauen, um den Druck aufrechtzuerhalten. Es versagt normalerweise bei etwa 100.000 Druckzyklen an seinem Rand. Hier sind zwei Brühsiebe, die Risse aufweisen, obwohl die DE1-Innenteile keine Anzeichen eines Versagens zeigen. Unsere Testmaschinen haben über eine Million „Kaffees“ ohne Ausfälle absolviert.
Interessante Tatsache: Das Teil, das am häufigsten versagt, ist das Blindsieb aus Edelstahl ohne Löcher, das wir in den Brühkopf einbauen, um den Druck aufrechtzuerhalten. Es versagt normalerweise bei etwa 100.000 Druckzyklen an seinem Rand. Hier sind zwei Brühsiebe, die Risse aufweisen, obwohl die DE1-Innenteile keine Anzeichen eines Versagens zeigen. Unsere Testmaschinen haben über eine Million „Kaffees“ ohne Ausfälle absolviert.


Tests zur gleichmäßigen Erwärmung
Ein weiterer Test, den wir durchgeführt haben, bestand darin, zu messen, wie schnell sich der Brühkopf aufheizt. Anstatt nur die Zeit zu stoppen, habe ich das Duschsieb entfernt und die Oberflächentemperatur des Brühkopfes mit einer Wärmebildkamera gemessen.
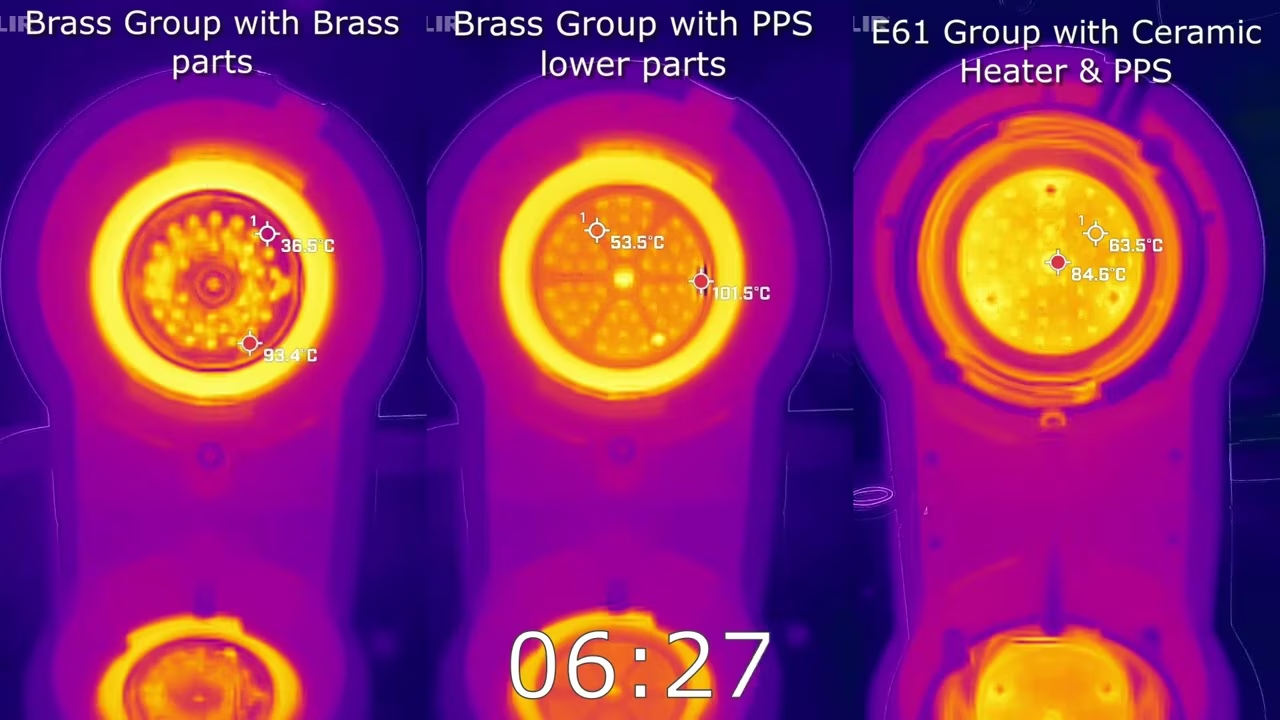
Ich hatte nicht erwartet, dass die PPS-Teile in dieser Hinsicht besser abschneiden würden als die Messingteile. Das E61-Design schnitt hinsichtlich der Temperaturschwankungen am besten ab, wies jedoch einige neue Designeigenschaften auf, die in dieser Hinsicht hilfreich waren. Mehr dazu später.
Nachdem das Design fertiggestellt und das Material ausgewählt war, war es an der Zeit, die Fertigung in Angriff zu nehmen.
Teil 5 – Fertigung.
Nachdem das Design fertiggestellt und das geeignete Material ausgewählt worden war, folgte als nächster Schritt die Fertigung der Teile.
Wir strebten eine Fertigung der Teile im Spritzgussverfahren an, um die Wirtschaftlichkeit des Upgrades sicherzustellen. Dies stellte eine Herausforderung dar, da Decent keine Vorkenntnisse im Spritzguss hatte, über keine etablierten Lieferanten verfügte und nur über begrenztes Fachwissen im Unternehmen verfügte.
Wie wählen wir also Lieferanten aus?
Sind die Werkzeugkosten gering, ist es möglich, Muster bei mehreren Lieferanten zu bestellen und den am besten geeigneten auszuwählen. Einen, der qualitativ hochwertige Produkte liefert, keine nennenswerten Verzögerungen hat, gut kommuniziert und angemessene Kosten bietet. Sind die Werkzeugkosten hoch, muss man viel mehr recherchieren, mit vielen sprechen, dann einen auswählen und hoffen, dass dieser hält, was er verspricht.
Bevor wir uns für einen Lieferanten für dieses Teil entschieden haben, führten wir ausführliche Gespräche. Nach einigen Monaten entschieden wir uns schließlich für einen Lieferanten, der sich als hervorragend erwies. Er stellte uns viele Fragen und schlug Designänderungen vor, wobei er tiefgreifende Fachkenntnisse unter Beweis stellte. Andere Lieferanten sagten: „Keine Sorge, das wird schon klappen“, doch diese Leute wiesen auf alle potenziellen Problemstellen in unserem Design hin, sodass wir die Teile für die Fertigung optimieren konnten.
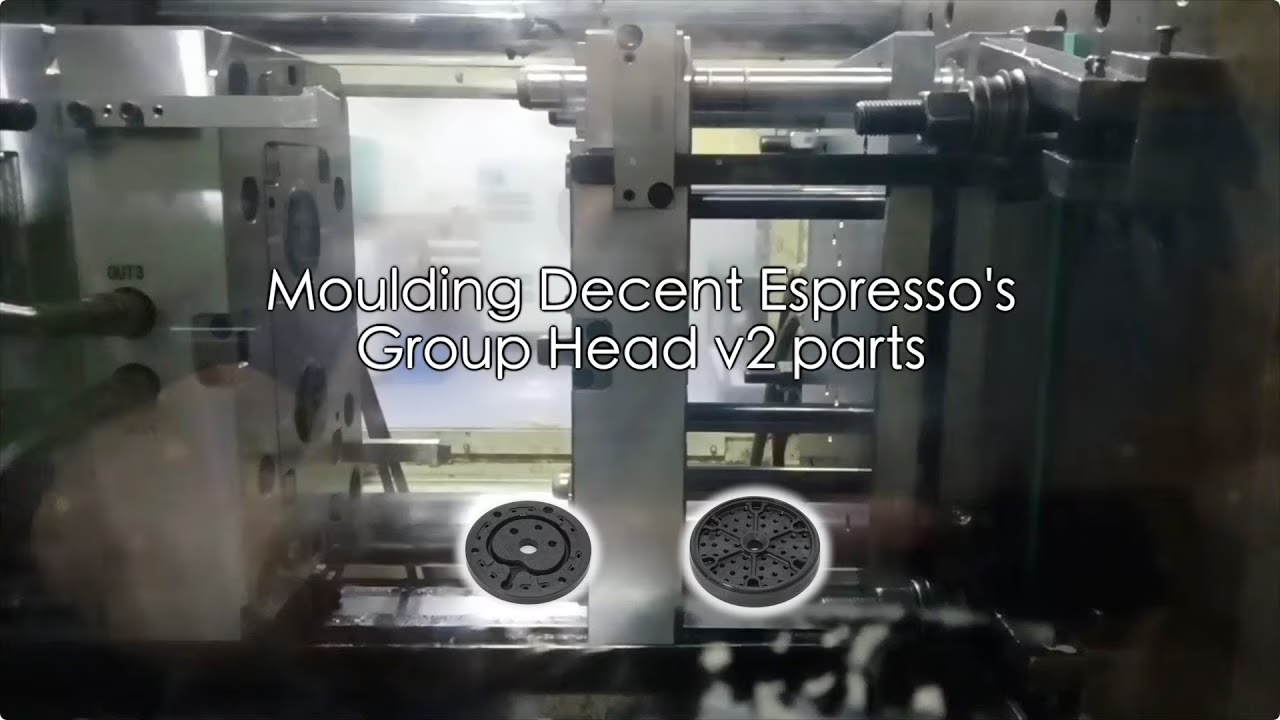
Kunststoffspritzgussformen sind komplexe technische Konstruktionen!
Hier sind einige Ansichten der Form. Die dunkelgrünen Teile in der Mitte sind die Brühkopfteile.


Die Form wurde entwickelt und freigegeben, woraufhin die Wartezeit bis zur Fertigung begann. Monate später erhielten wir ein Video, in dem die ersten Muster vorgestellt wurden.
Obwohl das Ergebnis noch nicht perfekt war, wurden Anpassungen vorgenommen, und nach einigen geringfügigen Überarbeitungen waren wir fast bereit für die Serienproduktion.




Es gab noch einen letzten Schritt: Wir wollten eigene Materialtests am Endprodukt durchführen, um sicherzustellen, dass das Material tatsächlich lebensmittelecht ist. Es ist zwar in Ordnung, den Prüfberichten des Materiallieferanten zu vertrauen, aber es ist noch besser, das Endprodukt vor Ort erneut zu prüfen. Es hat die Tests bestanden. PDF des bestandenen Testlaborberichts.
Da nun alles für die Markteinführung bereit war, haben wir die Produktion in Auftrag gegeben und kurz darauf die fertigen Teile erhalten.
Es war ein langwieriger und anspruchsvoller Prozess, aber die Mühe hat sich gelohnt. Besonders die Zusammenarbeit mit Stéphane und Luca hat mir Spaß gemacht, und ich möchte ihnen für ihre investierte Zeit und ihre harte Arbeit danken. Viele der Bilder in diesem Beitrag stammen von Stéphane, und seine Berichte sind wunderschön gestaltet und sehr informativ.
Ich hoffe, Sie können dank der vier Jahre Arbeit, die wir in diese Teile gesteckt haben, einen besseren und konsistenteren Espresso genießen!
mirjam created 2025/02/27, updated 2026/05/27